制做门窗加工工艺过程中所需的机械设备通常称为门窗设备。包括木门窗设备,塑钢门窗设备,铝门窗设备及其它种类门窗设备,统称为门窗设备。
门窗设备是门窗企业在生产制作门窗时要用到的设备,由门窗材质的不同,门窗设备也有所不同,市场上常见的门窗大体有:木窗,钢窗、塑钢窗、断桥铝门窗,高档木包铝门窗等,不管何种门窗,设备总体分为:切割设备、焊机(组角)设备、清角设备、铣削设备、冲压设备、组装设备等。
全套断桥铝门窗设备价格多少钱
精密双切机39000元。 角码锯【数控】25000元。 三轴四刀大端铣;24000元。 重型组角机29000元。 重型单轴仿型铣床,5800元。 铝门窗气动冲床串 3100元
建一个断桥铝合金门窗设备厂需要哪些设备
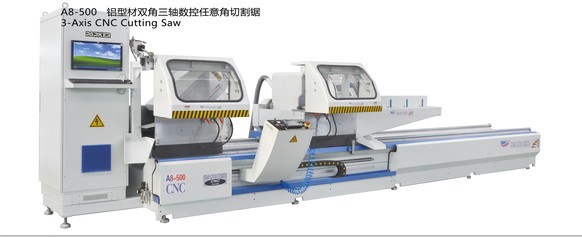
一、切割锯:用来切割铝型材,切割机刀具是圆形锯片,锯片一般都是镶硬质合金刀粒,锯片主轴转速2000—5000转;切割锯有切割锯、精密锯之分,精密锯又分为一般断桥铝合金门窗精密锯、数控精密锯、数显精密锯。和新型小精密锯山东派克生产的铝门窗切割锯都采用专用的硬质合金进锯片,加工精度很高,因为是两个锯头,可以单独工作,也可以同时工作的提供了生产效率;数控精密锯上采用原装进口的钨碳合金锯片,提高了耐用程度,使用寿命延长,避免频繁更换锯片和调试,无形中相当于提高了工作效率。
二、角码锯:锯片门窗加工企业生产角码时,用来切割率角码的专业门窗设备。角码是连接90度直角相交构件的五金件。根据被连接构件受力大小来决定角码的型号和形式以及材料种类。角码常常用于装饰工程及家具装配中。如幕墙安装就是由角码来连接的;断桥铝合金门窗设备中角码锯现在分半自动角码锯和全自动角码锯,凯岳机器一直研发新型的角码锯,用以提供耐用性和工作效率,派克机器采用进口硬质合金锯片,并可以自动与切屑分离等人性化设计,整个设备性能稳定可靠。
三、组角机:将角码嵌入铝型材,是高档断桥铝合金门窗专用的生产设备,适用于角码结构型铝门窗90度角链接,工作过程是由组角油缸推动组角滑板,组角滑板向前运动;山东派克诺尔生产的组角机适用于隔热断桥铝合金门窗等高档铝合金门窗框及扇的角部组装,组角刀动力由液压系统控制,工作平稳可靠,而且制作门窗效果好,螺纹联接调节前后组角刀的距离的节约对刀时间,而且可以配置单刀多点组角刀,使隔热断桥铝合金门窗组角更可靠,节约成本,提高了您的产品性能。
四、端面铣床:用来铝型材料的铣削加工,以适应不同截面型材的配合,在铝门窗加工业中,通常用来铣中挺。门窗型材分为框型材和扇型材,中间的型材就是中挺,用于连接玻璃,两面都可以连接,就是在原来的基础上,增加厚度起到强度大的作用;
五、仿型铣床:就是铣床加上仿形巨头,让机床可以仿照已有的零件,加工出一模一样的零件,在铝门窗加工业中,应用于铝型材各类型孔、榫槽等的仿形加工。
双头切割机操作规程
1、操作前应检查设备电源、气源各部分功能是否正常,然后将设备调至最佳工作状态。
2、根据型材切割深度将型材定位靠板与锯片刃部距离调整好,拧紧定位螺丝。
3、根据型材下料长度,调整好右侧切割机位置,拧紧定位螺丝。
4、将待锯割的型材放置在工作台上,按下压料按钮,夹紧型材。
5、按进给按钮进行型材切割。切割完毕待电机复位后,按下停止按钮,型材切割完毕。
6、型材切割须进行检查,是否检验和最终检验。
7、工作完毕须切断电源、气源,将设备打扫干净。
端面铣作规程
1、开机前应检查紧固件与各系统的接头处是否有松动或漏气情况,如异常,应予以处理。
2、定位标尺应调整好。
3、接通电源后,检查电动机的旋转方向与运转情况。
4、保持端面铣的整洁,清除端面内的污物。
5、气源处理器分水滤芯和积水,应定期放水和清洗。
6、经常检查更换刀具,保持刀具锋利完好。
仿型铣床操作规程
1、使用前检查电路、气路是否正常。
2、根据型材规格调试铣刀,进水槽宽度和水槽深度要通过手动调试,直至满意。
3、调试槽铣刀头时也要根据型材规格,水槽宽度、深度及高度,直至满意。
4、在电路、气路指示值达到标准后方可通电、通气,使机器进入待运行状态。
5、在选择工作方式时,注意“10”表示单头工作,“20”表示双头工作。
6、在机器最佳状态下方可启动机器。
7、操作时应先按下压紧按钮,然后该机就自动进入工作状态。
8、找好所要仿型的模具并定好位,即可操作。
9、操作过程中用力须均匀,原则上应由内向外慢慢扩大。
10、操作完毕后,关闭电源、气路,将机器檫拭干净。
组角机操作规程
1.先将机床擦洗干净,放置平稳,调至水平,接好红、绿、蓝电线,另一条黑线或白线接入单相零线,不允许零线接地。
2.按下ON按钮,油泵开始工作,踩下脚踏开关,撞叉向中心移动,若踩下脚踏开关装不动,则电机反转,调换相线即可。
3.油泵开始工作时有异常声音,应检查油泵是否处于空载卸荷状态,如处于负载卸荷,则会引起油泵发热,损坏液压动力。
4.解镶条、轨进等滑动部分每班加油一次。
5.组角时,窗料必须放置平整,紧贴两边定位板和直角定位块,转动偏心轮压紧后,踩下脚踏开关,进行组角。
6.若发现两根窗料联结不牢中90度超差,则需调整定位板、支撑块角铁,检查窗料45度角是否准确,使用角码规格是否合适,液压系统是否正常。
7.可根据不同窗料,调节撞叉高度,使撞击点位置适合,结合牢固。
8.工作完毕后,擦拭干净机床工作表面,涂上机油,以防生锈。
冲床操作规程
1、操作前合上电源,检查机器是否正常,特别是启动和停止动作应灵敏。
2、仔细检查冲模和型材是否配套,确认无误后,进行冲压。
3、检查首次冲出的型材是否符合要求,确认无误后进入批量冲压。
4、确定脚动还是手动防止操作失误。
5、工作完毕后,断开电源,及时清理模具,设备。
钻床操作规程
1、使用前检查机器是否正常,钻头是否符合需要的规格,钻夹头是否将钻头夹紧,确定各部位正常后进入工作状态。
2、合上电闸,将划好线的型材放上工作台,对准好部位,按下启动按钮,一手抓好工件,一手按下进给手柄,进行工作。
3、型材钻好孔后,更换工件。
4、若加工件为铝合金型材,应在钻床上放置平口台钳,将工件固定牢固进行加工。
5、工件须进行首检、中间检验和最终检验。
6、工作结束,切断电源,清理机器。
PVC塑料焊接机操作规程
1、将气压调整到指定值。
2、合上电源,红色指示灯亮。
3、电源接通后,加热系统开始工作,将温度指示仪调整到设定值,各电热板温度分别在温度仪上显示出来。
4、当温度、气压达到工作值时,开始工作。当一个机头单独完成R型焊接时,将该机头按钮置于单动状态,先按“程序”按钮,进入工作状态,把型材放在工作台上,使型材一端顶到活动定位块,并靠紧定位板,按“压紧”按钮,后上压钳落下,型材压紧,将另一根型材沿前定位板推向已压好的型材,并使他们的切口紧密接触,再按压钳按钮,把型材压紧,观察压紧过程中型材是否压紧,否则按下“松开”按钮,重新压紧。(注意:按压紧按钮时手应该离开压钳触及的范围)
5、按“程序”按钮,设备进入自动工作状态,工作过程如下:
1)后压钳退回;2)电热板落下;3)后压钳进级、熔融计时;4)后压钳退回,同时电热板抬起;5)后压钳快速进给,对接计时;6)对接完成,各部件复位,程序结束,压钳松开,取出型材。7)当需要机头联运焊接时,将机头操作面板上,按钮至于联运状态,即可完成所需的工作要求。
V型切割锯操作规程
1、操作前将电源接通,将气源处三联体压力调整为工作气压。(右旋为升压,反之降压)
2、机床新安装后,应先将锯片电机空转10分钟,再开始操作,若发现有异常声音,关机进行检查。
3、切割型材时,应先将型材放平,调整好压紧汽缸位置后方可切割。
4、本机床操作任何按钮压紧汽缸都可工作,只有两个按钮同时按下,锯片方向前移动,这样可以避免事故发生,保证操作安全,当锯片退回到原位后,压紧汽缸才能松开,因而保证V型口不致损坏。
5、托料架作为V型槽的中入线到定位块的实际值,使用十分方便。
清角机操作规程
1、操作前根据型材高度不同,调节上刀架上的螺栓,使上刀架轴承略低于型材上表面0.5mm左右。
2、接通电源、气源并将气压调到工作气压0.4-0.6MPa。
3、铣削拉削一次完成。踩下脚踏阀,气动压紧,将选择开关旋到联动位置,按下启动按钮,拉刀缸动作,拉削外角,铣削完毕,铣刀复位后松开脚踏阀,压紧复位,以上动作按下启动按钮后,自动完成。
4、单独铣削:将选择开关转动到单动位置,将工作方式选择按钮转动到铣削位置,压紧型材后,按下启动按钮,铣刀单独动作。
5、单独拉削:将选择开关转动到单动位置,将工作方式选择按钮转动到拉削位置,压紧型材后,按下启动按钮,铣刀单独动作。
水槽铣操作规程
一、使用前的调整
1、气源处二联体调整:气源处二联体用来净化压缩机排出的压缩空气,并通过压力表显示工作压力。二联体减压旋钮右旋为升值反之降值,一般调到0.4-0.6MPa。
2、定位锁紧手柄,将定位杆调至所需位置,将定位杆头部靠紧靠模的定位孔内,可实现各种孔槽的加工。
二、使用与操作
将转换开关置于“1”位置,整机接通电源,将加工型材放置工作台上定位,启动气路开关夹紧,左手握手柄杆,使铣刀靠近型材铣削,右手握操作杆手柄,并按下手柄里的启动按钮,铣刀旋转对靠摸板定位的孔、槽加工。(模板孔可根据用户需要定制)
玻璃压条锯操作规程
使用与操作
先将气源处三联体压力调整在工作范围之内,再进行空车运行,空转10分钟左右,若无异常现象,再开始操作,若发现异常应立即停机检查。当锯片松动时,应进行试切,测量所切压条的长度、宽度是否符合要求,当应切长度位L,而实际长度位E时,观察工作台面左端放大镜,若标尺尺寸为A,且所切长度大于应切值时,应右旋标尺调整手轮,使标尺所显示数值A减少尺寸(E-L)反之则左旋。
角强度试验机操作规程
试验前准备:
1、检查电器开关、防护装置是否良好,确认无安全隐患方可通电。
2、检查各指示灯合显示装置是否可靠、准确。
使用与操作:
1、将试件按要求安装在试验机上,然后关上试验机仓门。
2、缓慢启动加压,并观察试件受压情况,直至破裂为止,记录下试验数据。
3、试验结束后,取出已破裂的试件,清除杂屑,切断电源。
4、认真填写设备使用记录,责任人签名。
断桥铝门窗设备根据加工顺序具体有以下几种:
双头锯(数控精密双头锯、数显精密双头锯、精密双头锯、06锯等)
角码锯(高效省料角码锯、数控角码锯、全自动角码锯等)
组角机(同步组角机、升降组角机、大范围升降组角机、数控四头组等)
仿形铣(单轴仿形铣、自锁仿形铣、数控铣等)
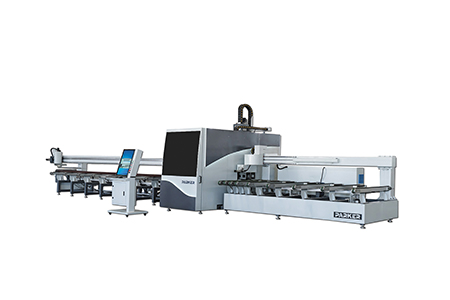
智能加工中心(锯切加工中心、锯铣加工中心等)
铝门窗设备配置方案基础型(年产1万-3万平)
(1)铝型材双角精密切割锯 LJZ2-500×4200壹台
(2)铝门窗液压挤角机 LJJ-120壹台
(3)铝型材超效自动端面铣床 LDX-250壹台
(4)铝角码型材自动切割锯 LJMJ-CNC-500B壹台
(5)铝型材高速仿型三孔钻 LFG3壹台
(6)铝型材立式可转组合钻床 LLZC-50壹台
所需人员:
(1)设备操作 :3人
(2)装配人员:5人
(3)安装人员:3人
(4)技术设计:1人
(5)车间管理:1人
(6)销售2人
(7)辅助人员:根据产量需求(3-5人)
全套设备价格:10万左右
铝门窗设备配置方案标配型(年产3-5万平米)
所需设备:(1)铝型材双角数控超效切割锯LJZ2-CNC-500×4200 壹台
(2)铝门窗双头(自动送料)挤角机LJJZ2A-100×3500壹台
(3)铝门窗液压挤角机LJJ-120 壹台
(4)铝型材超效组合端面铣床LDX-350 壹台
(5)铝角码型材全自动切割锯 LJMJ-500PS 壹台
(6)铝幕墙高速单轴仿型铣 ACH-130 壹台
(7)铝型材立式可转组合冲床LLZC-50壹台
所需操作人员:
(1)设备操作 :4人
(2)装配人员:8人
(3)安装人员:6人
(4)技术设计:2人
(5)车间管理:2人
(6) 销售3人
(7)辅助人员:根据产量需求(3-5人)
全套设备价格:25万左右
铝门窗设备配置方案规模型(年产5-10万平米)
所需设备:
铝型材双角数控超效切割锯(出口型)LJZ2-CNC-E500壹台
铝型材双角精密切割锯 LJZ2-500×4200壹台
铝门窗液压挤角机LJJ-120壹台
铝门窗立式四头数控挤角机 LJJZ4-CNC-1800×3000壹台
铝型材多功能四轴铣榫机FTM5壹台
铝型材超效自动端面铣床LDX-250壹台
铝角码型材自动切割锯LJMJ-CNC-500B壹台
铝角码型材自动切割锯LJMJ-500A壹台
铝幕墙高速单轴仿型铣ACH130壹台
铝型材立式可转组合冲床LLZC-50壹台
所需操作人员:
(1)设备操作 :8人
(2)装配人员:16人
(3)安装人员:9人
(4)技术设计:4人
(5)车间管理:4人
(6)销售4人
(7)辅助人员:根据产量需求(3-5人)
全套设备价格:50万左右
免费提供项目分析及行业信息,机器选型,厂房平面布置设计,机器配件配置,门窗生产流程示意图,代培训工程技术人员及维修工程师,提供软件技术培训,免费调试设备,现场指导生产,直到生产出合格产品等全过程服务。
1、根据产量大小、自动化程度高低,提供相应合理设备配置方案。
2、在多地设办事处,及时售后,24小时内到厂。
3、提供铝塑门窗配件生产商及行业信息。
4、设备零配件及时供应
5、整机保修一年,主要部件保修两年,终生维修,定期维护保养。
6、质量服务如不满意请直接反馈公司总经理
7、机器主要部件国际化采购,采用国际标准化生产工艺。
8.提供网上门诊,为客户解答技术难题
服务承诺:
售前为客户提供技术支持,设计技术平面布制图
售前为客户提供门窗项目投资分析
售中为客户安装调试,培训操作人员
售后为客户终生维修,定期回访,保养设备。
定期为客户提供行业信息,把握市场发展动态;
售后为客户提供及时快捷的零配件供应
培训措施:
您一旦成为我们的用户,我们会为您提供周到、系统的培训;
培训人员将按期到达用户工厂,根据客户所用的型材,讲解加工工艺,
培训人员根据客户的设备配置情况,讲解每台设备的加工原理,操作规程。
培训人员为客户提供工人安全操作知识的培训。
派克机器企业创立之初,便确立了门窗设备“高”“精”“尖”发展之路,做门窗设备的高端品牌。虽然走门窗设备高端路线的战略,让企业在市场开拓初期遇到了的阻力,丢失了部分低端门窗设备市场,但二十年的坚持,回头看大部分一起创业的门窗设备企业,在竞争中不断的消失。派克高端门窗设备逐步占领了国内高端门窗设备领域,多年来与河北奥润顺达、北京嘉寓、山东华建、百成、宝龙达、天鹅、中建七局、中车等国内近百家企业结成战略合作伙伴,让中国的门窗幕墙样板工厂,获得市场认同,也让合作企业成功占领了国内高端门窗制作领域,成为了中国最具竞争力的门窗生产企业。
派克高端门窗设备成为占领国内高端门窗设备市场的同时,国际市场的开发更是进一步加快,截止目前已先后出口到70多个国家和地区。拥有核心技术和自主知识产权的高端门窗设备,已经走向世界,出口到欧美发达国家和地区,代表中国制造参与门窗设备的国际竞争。